Entrez un mot ou une phrase dans n'importe quelle langue 👆
Langue:
Traduction et analyse de mots par intelligence artificielle ChatGPT
Sur cette page, vous pouvez obtenir une analyse détaillée d'un mot ou d'une phrase, réalisée à l'aide de la meilleure technologie d'intelligence artificielle à ce jour:
- comment le mot est utilisé
- fréquence d'utilisation
- il est utilisé plus souvent dans le discours oral ou écrit
- options de traduction de mots
- exemples d'utilisation (plusieurs phrases avec traduction)
- étymologie
Qu'est-ce (qui) est Зубообрабатывающий станок - définition
Станок орудия; Станок (оружейный); Пулемётный станок; Станок (опора); Станок (оружие); Станковое оружие; Пушечный станок

![7,5-мм пулемёт «Максим» образца [[1894 год]]а, на станке.](https://commons.wikimedia.org/wiki/Special:FilePath/7.5mm MG Maxim.jpg?width=200 "7,5-мм пулемёт «Максим» образца [[1894 год]]а, на станке.")
![Пулемёт системы Льюиса]] на импровизированном станке.](https://commons.wikimedia.org/wiki/Special:FilePath/Lewis machinegun on improvised mount.jpg?width=200 "Пулемёт системы Льюиса]] на импровизированном станке.")
, на станке.")
![Пулемётный станок, [[1930]] год.](https://commons.wikimedia.org/wiki/Special:FilePath/Bundesarchiv Bild 102-10351, Kreis Frankfurt a-O, Herbstmanöver der Reichswehr.jpg?width=200 "Пулемётный станок, [[1930]] год.")
![76-мм батальонная пушка]] Курчевского, на станке.](https://commons.wikimedia.org/wiki/Special:FilePath/Kurchevsky_76-mm.jpg?width=200 "76-мм батальонная пушка]] Курчевского, на станке.")
![станке-треноге M192]].](https://commons.wikimedia.org/wiki/Special:FilePath/M240B M192 Tripod.jpg?width=200 "станке-треноге M192]].")
![станке-треноге M122]].](https://commons.wikimedia.org/wiki/Special:FilePath/M249 FN MINIMI DM-SD-05-05342.jpg?width=200 "станке-треноге M122]].")

![[[FN MAG]].](https://commons.wikimedia.org/wiki/Special:FilePath/Type_74_machine_gun.jpg?width=200 "[[FN MAG]].")
![[[75-мм безоткатное орудие М-20]] на пулемётном станке-треноге.](https://commons.wikimedia.org/wiki/Special:FilePath/Ethiopian soldiers Korea1951.JPG?width=200 "[[75-мм безоткатное орудие М-20]] на пулемётном станке-треноге.")
, Чабани кулеметний станок).jpg?width=200 "Казематный станок является усложненым вариантом вертлюжного. Ось вращения вынесена далеко вперед от вертлюга. В станок включены элементы системы охлаждения пулемета.")
Зубообрабатывающий станок
металлорежущий станок для обработки зубчатых колёс, червяков и зубчатых реек. В зависимости от применяемого инструмента (см. Зуборезный инструмент) различают зубофрезерные, зубодолбёжные, зубострогальные, зубоотделочные (зубошевинговальные, зубошлифовальные, зубохонинговальные, зубопритирочные, зубообкаточные и зубозакругляющие) станки.
На З. с. осуществляют: черновую обработку зубьев, чистовую обработку зубьев, приработку зубчатых колёс, доводку зубьев, закругление торцов зубьев.
На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и с шевронными зубьями колёса, червячные зубчатые колёса. Наиболее распространённые в промышленности вертикальные зубофрезерные станки выпускаются с подвижным столом и неподвижной стойкой и с подвижной стойкой и неподвижным столом (рис. 1). При нарезании зубчатых колёс заготовка жестко связана с делительным червячным колесом, получающим вращение от делительного червяка, который сменными зубчатыми колёсами кинематически связан с червячной фрезой. Соотношение частоты вращения червячной фрезы и заготовки определяется передаточным отношением набора сменных зубчатых колёс.
Наиболее широко применяются зубофрезерные станки, обеспечивающие нарезание зубчатых колёс с модулем от 0,05 до 10 мм и диаметром от 2 до 750 мм.
На зубодолбёжных станках нарезают цилиндрические зубчатые колёса наружного и внутреннего зацепления с прямыми и косыми зубьями, блоки зубчатых колёс, колёса с буртами, зубчатые секторы, шлицевые валики, зубчатые рейки, храповые колёса и т. п. Обычно нарезание производится методом обкатки, реже - методом копирования (см. Зубонарезание). Наибольшее применение в промышленности имеют вертикальные зубодолбёжные станки (рис. 2). Режущим инструментом является долбяк, который движется возвратно-поступательно параллельно оси заготовки. Главное (рабочее) движение - Vp, при обратном (холостом) ходе Vx резание не совершается. Движение круговой подачи Sвр осуществляют, сообщая вращательное движение и долбяку, и заготовке в направлениях V1 и V2 с тем, чтобы они вращались так, как вращались бы, будучи в зацеплении, два зубчатых колеса. Для этого долбяк и заготовку соединяют жёсткой кинематической цепью со сменными зубчатыми колёсами и реверсивным устройством. При долблении зубьев колёс с наружным зацеплением направление вращения долбяка противоположно направлению вращения заготовки (как это показано на схеме), а при долблении колёс с внутренним зацеплением эти направления совпадают. Шевронные зубчатые колёса обычно нарезают на горизонтальных зубодолбёжных станках поочерёдно работающими долбяками с косыми зубьями правого и левого направления. Наиболее распространены зубодолбёжные станки для нарезания зубчатых колёс с модулем от 0,2 до 6 мм и диаметром от 15 до 500 мм; для нарезания зубчатых колёс с модулем от 8 до 12 мм, диаметром от 800 до 1600 мм. Обработка по методу копирования осуществляется одновременным долблением всех впадин зубчатого колеса фасонными зуборезными головками (рис. 3). Принцип действия таких головок состоит в том, что фасонные резцы, число которых соответствует числу впадин (зубьев) обрабатываемого зубчатого колеса, укрепленные в головке, производят одновременно (за один проход) долбление всех впадин, после чего разводящее кольцо отводит резцы.
На зубострогальных станках (рис. 4) обрабатывают конические зубчатые колёса с прямыми зубьями по методу обкатки одним или чаще двумя резцами. На этих станках воспроизводится зацепление нарезаемого зубчатого колеса с воображаемым плоским производящим зубчатым колесом; при этом два зуба последнего представляют собой зубострогальные резцы, совершающие возвратно-поступательное движение. Т. о., боковые поверхности каждого из зубьев нарезаемого зубчатого колеса формируются в результате движения резцов и обработки находящихся в зацеплении плоского и нарезаемого зубчатых колёс. Процесс нарезания зубьев происходит при движении резцов к вершине конуса заготовки, а обратный ход является холостым (в этот период резцы отводятся от заготовки). Нарезание конических зубчатых колёс с круговыми зубьями осуществляется методом обкатки на специальных станках с применением зуборезной резцовой головки, представляющей собой диск с вставленными по его периферии резцами, обрабатывающими профиль зуба с двух сторон (первая половина резцов обрабатывает одну сторону, вторая половина - другую). Наиболее распространены зубострогальные станки для нарезания конических зубчатых колёс с модулем от 2,5 до 25 мм и длиной зуба от 20 до 285 мм, для чернового нарезания и чистовой обработки крупногабаритных конических прямозубых колёс с модулем до 16 мм, для чернового и чистового нарезания конических колёс с винтовыми зубьями с модулем до 25 мм.
Зубошевингование (бреющее резание) производится на зубошевинговальных станках. Основано на взаимном скольжении находящихся в зацеплении зубьев инструмента и обрабатываемого зубчатого колеса при встречном движении (рис. 5). По направлению подачи различают три метода зубошевингования: параллельный, диагональный и касательный. Инструментом является шевер - дисковый, реечный и червячный. Первые два типа - для обработки цилиндрических зубчатых колёс, последний - для червячных.
На зубошлифовальных станках производят обработку зубчатых колёс обкаткой и профильным копированием при помощи фасонного шлифовального круга (рис. 6, а). По исполнению различают зубошлифовальные станки с вертикальным и горизонтальным расположением обрабатываемого зубчатого колеса. В процессе шлифования методом обкатки воспроизводят зубчатое зацепление пары рейка - зубчатое колесо (рис. 6, б, в), в котором инструментом является шлифовальный круг (или круги), имитирующий рейку. Шлифовальные круги совершают вращательное и возвратно-поступательное движения; последнее - аналогично воображаемой производящей рейке. Обкатываясь по поворачивающемуся (в обе стороны) обрабатываемому зубчатому колесу, шлифовальные круги своими торцами шлифуют поверхности зубьев. По методу обкатки работают также станки с использованием в качестве инструмента абразивного червяка (рис. 6, г).
На зубохонинговальных станках осуществляют обработку прямозубых и косозубых колёс с модулем 1,25-6 мм, а также зубчатых колёс с фланкированными и бочкообразными зубьями для уменьшения шероховатости поверхности профиля зубьев. Зубохонингование производят на станке, аналогичном шевинговальному, при скрещивающихся осях инструмента (зубчатого хона) и обрабатываемого зубчатого колеса, но не имеющем механизма радиальной подачи. Устанавливаемое в центрах станка зубчатое колесо совершает, кроме вращательного (реверсируемого), также и возвратно-поступательное движение вдоль своей оси. Зубчатый хон представляет собой зубчатое колесо с геликоидальным профилем, изготовленное из пластмассы и шаржированное абразивным порошком, зернистость которого выбирается в зависимости от величины припуска (0,025-0,05 мм) и требований к шероховатости поверхности (См. Шероховатость поверхности). Зубохонингование производят при постоянном давлении между зубьями обрабатываемого зубчатого колеса и хона ("в распор") или при их беззазорном зацеплении, при постоянном межцентровом расстоянии. Первый способ обеспечивает изготовление зубчатых колёс более высокой точности. Необходимым условием зубохонингования является обильное охлаждение и эффективное удаление металлической пыли с обрабатываемой поверхности.
На зубопритирочных станках после термической обработки зубчатых колёс производят операцию зубопритирки. Инструментом служат притиры - чугунные зубчатые колёса, находящиеся в зацеплении с обрабатываемым зубчатым колесом. Притиры смазывают смесью мелкого абразивного порошка с маслом. Обрабатываемое зубчатое колесо (рис.7) обкатывают тремя притирами. Оси притиров со спиральными или прямыми зубьями наклонены к оси обрабатывающего зубчатого колеса; ось третьего притира параллельна оси обрабатываемого зубчатого колеса и вращается попеременно в разных направлениях для обеспечения равномерной обработки зуба с обеих сторон. Притиры также совершают возвратно-поступательное движение в осевом направлении на длине около 25 мм.
На зубообкаточных станках обрабатывают незакалённые зубчатые колёса в масляной среде без абразивного порошка. Обрабатываемое колесо работает в паре с одним или несколькими закалёнными колёсами-эталонами, изготовленными с высокой точностью. В результате давления зубьев колёс-эталонов в процессе обкатывания и возникающего при этом наклёпа на поверхностях обрабатываемых зубьев сглаживаются неровности. Этот способ отделки применим лишь для зубчатых колёс, не требующих высокой точности, а также не подвергающихся термической обработке.
На зубозакругляющих станках обрабатывают зубья пальцевой конической фрезой, вращающейся и совершающей возвратно-поступательное движение. За один двойной ход фрезы зубчатое колесо поворачивается на один угловой шаг. Перемещение инструмента вдоль зуба (рис. 8) осуществляется под действием вращающегося фасонного кулачка. На станках осуществляют закругление прямых и косых зубьев зубчатых колёс наружного и внутреннего зацепления диаметром до 320 мм, а также снимают фаски и заусенцы с торцов зубьев после их нарезки. Во время работы ось инструмента находится в вертикальном положении, а заготовка наклонена к этой оси под углом 30-45°. Станок работает по автоматическому циклу: быстрый подвод инструмента к заготовке, рабочая подача и возврат инструмента в исходное положение. Заготовка закрепляется в приспособлении на оправке.
Лит.: Балакшин Б. С., Основы технологии машиностроения, М., 1969; Яхин А. Б., Ефимов В. П., Технология приборостроения, М., 1955; Технология электроприборостроения, М. - Л., 1959; Гаврилов А. Н., Технология авиационного приборостроения, 2 изд., М., 1962; Соколовский А. П., Научные основы технологии машиностроения, М. - Л., 1955; Чарнко Д. В., Основы выбора технологического процесса механической обработки, М., 1963.
В. В. Данилевский.
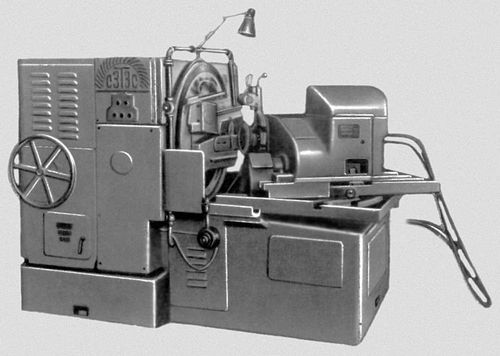
Рис. 4a. Зубострогальный станок. Общий вид.
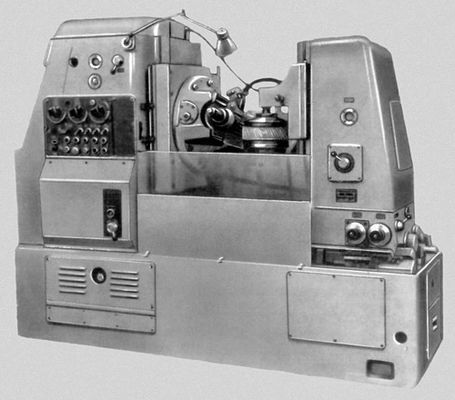
Рис. 1. Зубофрезерный станок.
Рис. 2. Принципиальная схема работы вертикального зубодолбёжного станка.
Рис. 3. Нарезание зубьев фасонной зуборезной головкой.
Рис. 4б. Зубострогальный станок. Схема нарезания зубьев на коническом зубчатом колесе: 1 - обрабатываемое зубчатое колесо; 2 - производящее зубчатое колесо; 3 - зубострогальные резцы производящего колеса.
Рис. 5. Схемы шевингования цилиндрических зубчатых колёс: а - реечным шевером; б - дисковым шевером.
Рис. 6. Схемы зубошлифования: а - по методу профильного копирования фасонным шлифовальным кругом; б - по методу обкатки двумя тарельчатыми шлифовальными кругами; в - по методу обкатки одним дисковым шлифовальным кругом, имеющим профиль зуба рейки; г - по методу обкатки абразивным червяком; Vu и Vg - скорости вращения соответственно инструмента (шлифовального круга) и детали (зубчатого колеса); S - поперечная подача шлифовального круга; V2 - скорость возвратно-поступательного движения шлифовальных кругов.
Рис. 7. Схема притирки зубчатых колёс: 1, 2, 4 - притиры; 3 - обрабатываемое колесо.
Рис. 8. Схемы зубозакругления наружных (а) и внутренних (б) зубьев.
ТКАЦКИЙ СТАНОК



.jpg?width=200 "Вверху: Горизонтальный ткацкий станок (изображен вертикально). Древний Египет. Бени-Хасан. Среднее царство<br />Под ним: Рама для плетения циновок. Древний Египет. Среднее царство")

УСТРОЙСТВО ДЛЯ СПЛЕТЕНИЯ НИТЕЙ В ТКАНЬ
Станок (ткацкий); Текстильный станок; Ткацкий стан; Кросны
машина для выработки текстильных тканей. Ткацкие станки различают: по способу прокладывания уточной нити - челночные и бесчелночные станки; по способу смены утка - автоматические и механические с ручной сменой уточных паковок; по виду зевообразовательного механизма - эксцентриковые, кареточные и жаккардовые; по числу челноков - одночелночные и многочелночные и т. д. Ручной ткацкий станок - одно из наиболее древних орудий труда человека. Механический ткацкий станок изобретен во 2-й пол. 18 в.
Ткацкий станок
УСТРОЙСТВО ДЛЯ СПЛЕТЕНИЯ НИТЕЙ В ТКАНЬ
Станок (ткацкий); Текстильный станок; Ткацкий стан; Кросны
Ткáцкий станóк (ткáцкий стан, кросны) — основная машина ткацкого производства, оборудование или устройство для изготовления всевозможных видов ворсовых, гладких, плетёных полотен и ковров: льняных, конопляных, хлопчатобумажных, шёлковых, шерстяных, а также прочей продукции текстильной промышленности.
Wikipédia
Оружейный станок

Стано́к или лафет — опора, предназначенная для закрепления стрелкового оружия, устанавливаемая на неподготовленную площадку, не имеющая механизмов для подачи патронов, прицельных приспособлений и обеспечивающая возможность перемещения стрелкового оружия при наводке и фиксации его в наведённом положении.
Станки бывают трёх видов:
- Треножные — так называемые «станок-тренога» (станок, опирающийся на три «ноги») — в основном используются в станковых гранатомётах, крупнокалиберных пулемётах, ПТРК;
- Вертлюжные — использовались для вертлюжных пушек, позднее для пулеметов;
- и реже колёсные (пулемёты и гранатомёты первой половины XX века).
